线切割时材料开裂的原因及解决措施
线切割加工中造成材料开裂的主要原因如下:
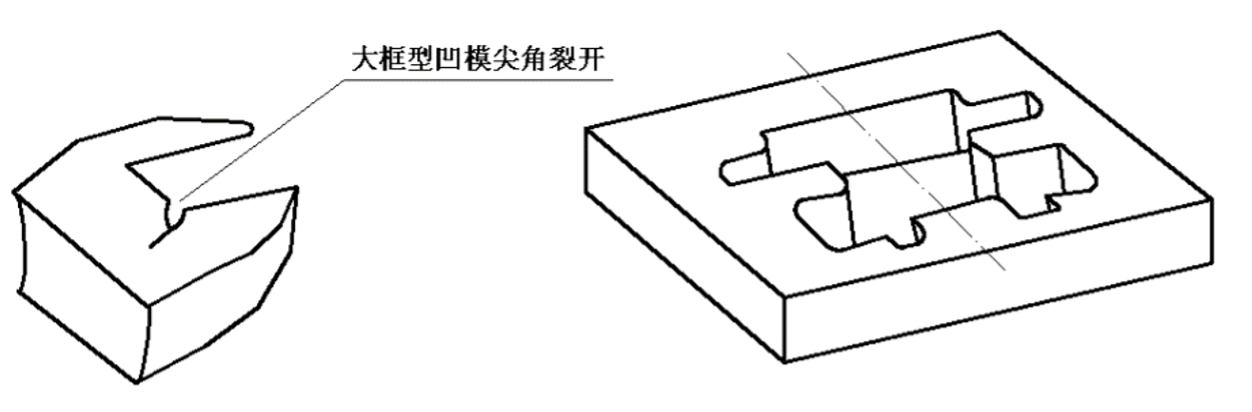
(1)材料内部应力过大。模具钢淬火后虽然经过回火,但应力仍然得不到充分释放,导致边角等部位应力过于集中,切割后破坏了应力平衡,一旦应力超过材料的强度即造成开裂,尤其在尖角处更易产生应力集中,因此在设计允许的条件下,大框形凹模的清角(尖角)处要增加适当的工艺圆角,使应力集中有所缓和,如图1所示。
(2)材料本身不均匀。如材料碳化物不均匀将导致应力集中。
(3)热处理工艺问题。热处理时工艺不稳定,导致材料组织的转变不均匀,也会造成裂纹或开裂的现象。
为了避免材料开裂的出现,可以采取以下措施:
(1) 对线切割加工的模具,从材料的选取、热处理直至切割成成品的各个环节都要重视;
(2) 避免选用淬透性差、易变形材料;
(3) 淬火钢应及时回火,尽量消除淬火内应力,降低脆性;
(4) 必要时可采用多次回火使残余奥氏体充分转变并消除新的应力,得到稳定组织;
(5) 模具钢切割之前进行扩散退火、球化退火、调质处理,充分细化原始组织;
(6) 切割经淬火的材料时,尽可能先打穿丝孔后加工;
(7) 一般情况下,切割的图形应设计在离坯料边缘较远且不易产生变形的位置上,通常切割图形边应距坯料边至少有5-10mm,切割图形尽可能采用圆角过渡。