细长凸模电火花线切割变形的控制
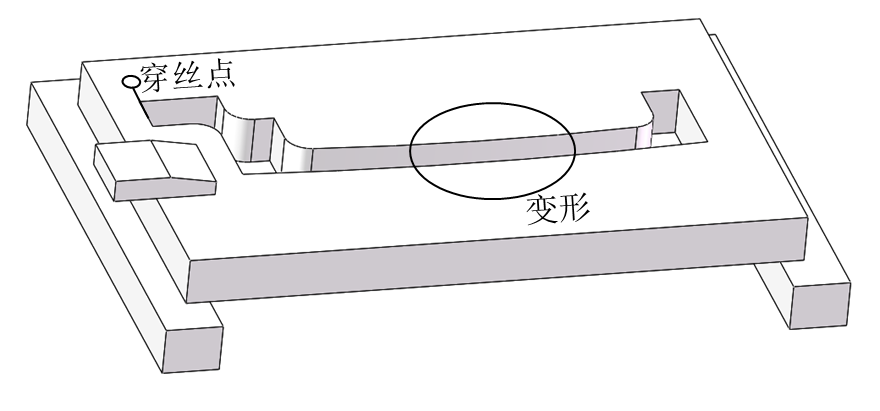
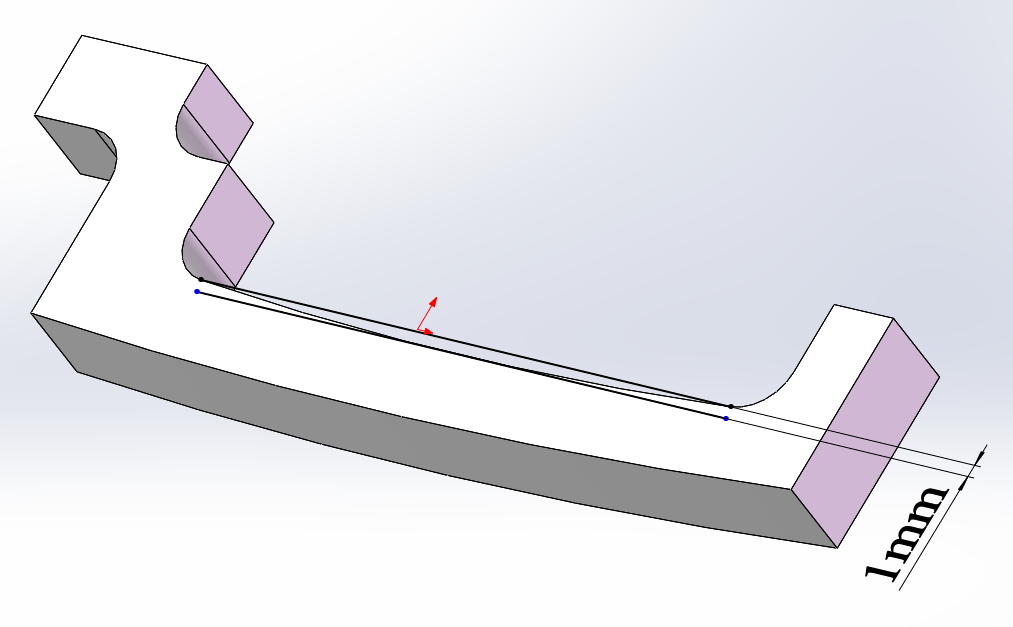
长宽比大且图形较为复杂的细长凸模,其切割后极易变形。如图1所示,传统切割采用实体板料夹压法装夹,打穿丝孔后沿顺时针切割,但结果仍产生比较大的翘曲变形(≥1mm)。
改进切割工艺方法如下:
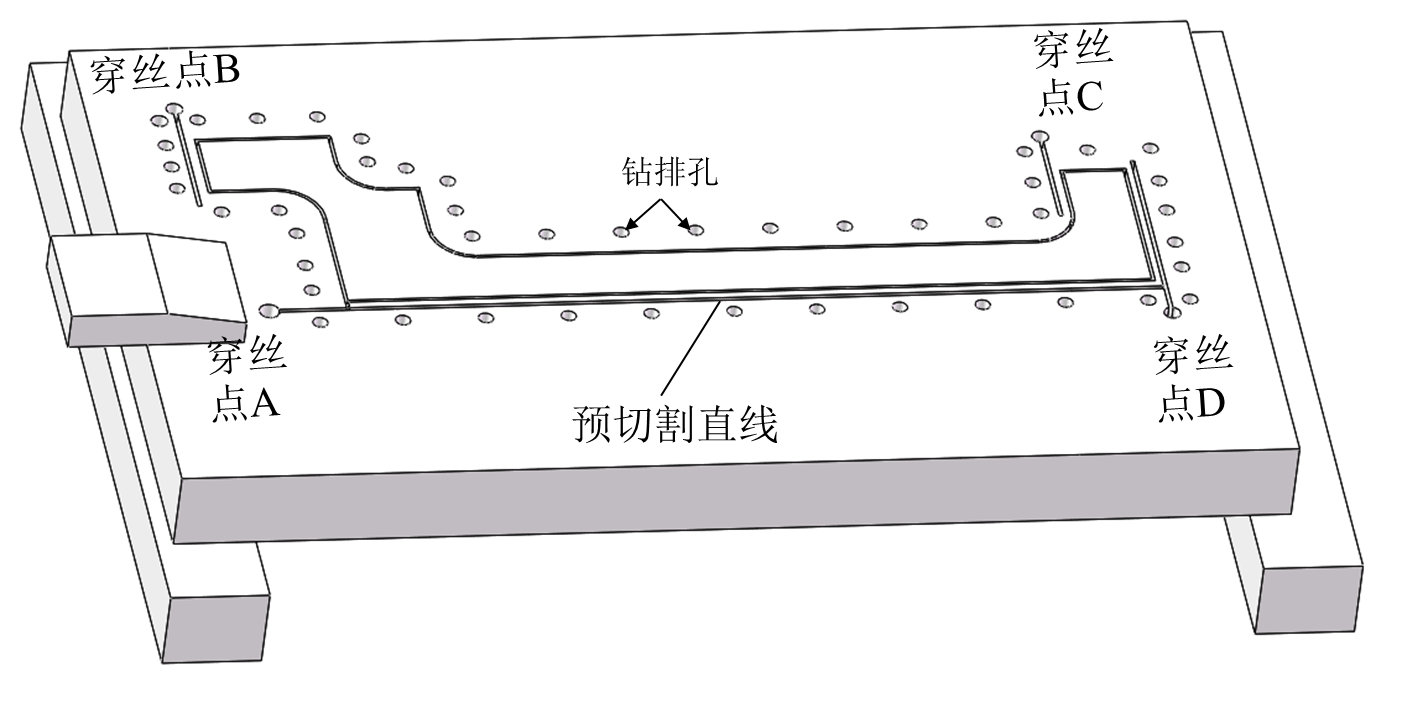
(1)钻排孔:先沿切割路径,距离凸模边缘3-5mm处钻排孔,而后再热处理,使坯料先产生充分变形;
(2)单点夹压在尾道程序部位,通过穿丝孔分别对A、B、C、D四处切四直线,使材料再次充分变形、伸张,切割的直线距离凸模边缘1-2mm,如图2(a)所示;
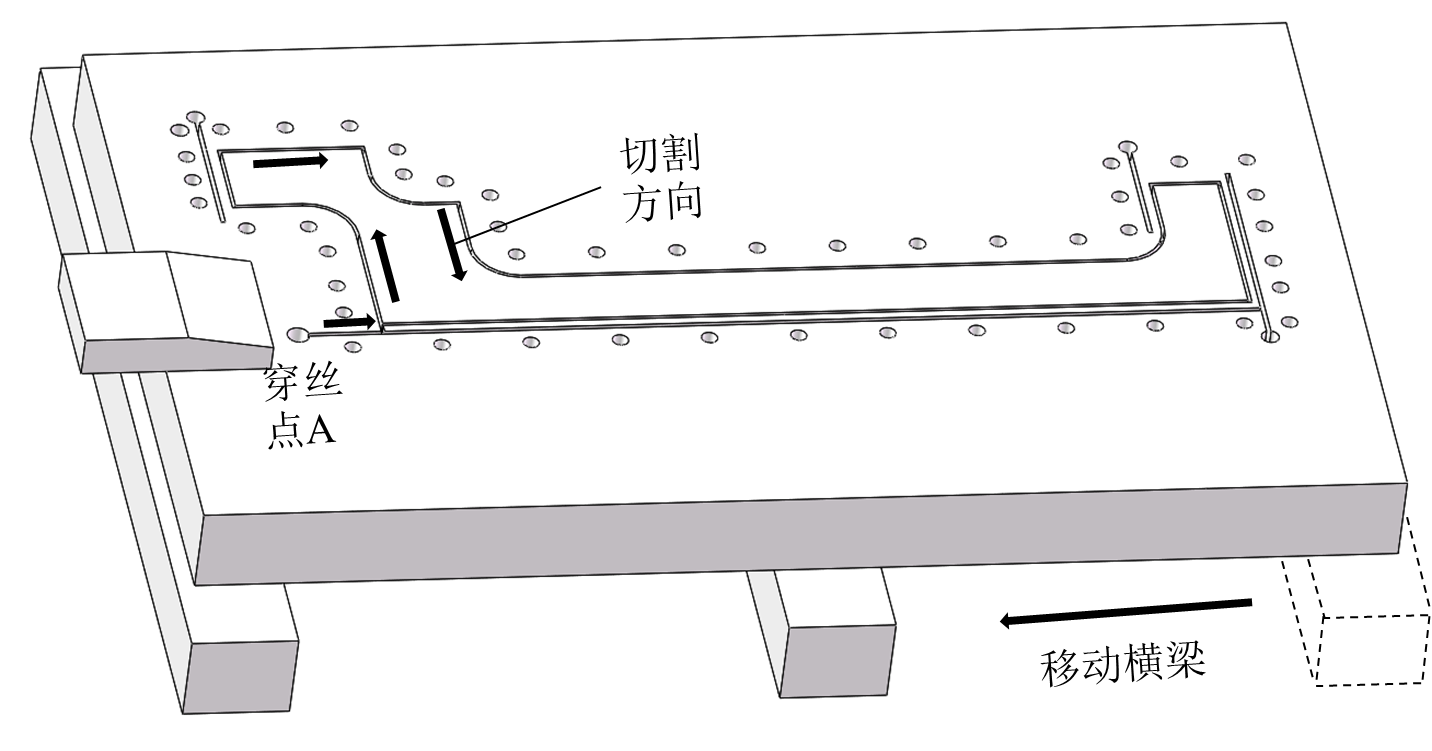
(3)从A点沿逆时针走向正式进行凸模切割,折返切割到一半位置后,将外横梁内移至工件中心位置附近,托住工件,防止工件下垂变形,如图2(b)所示。
切割完毕后,最大变形量可以控制在精度要求范围内(<0.03mm)。