精冲模具线切割加工变形控制
图1是用于冲压加工塑料薄膜的落料模示意图。由于被加工的塑料薄膜的厚度只有0.08mm,因此要求凹凸模的双面配合间隙为0.01mm,此外模具总体为细长型,且较大,因此模具在线切割加工过程中必然会发生变形。
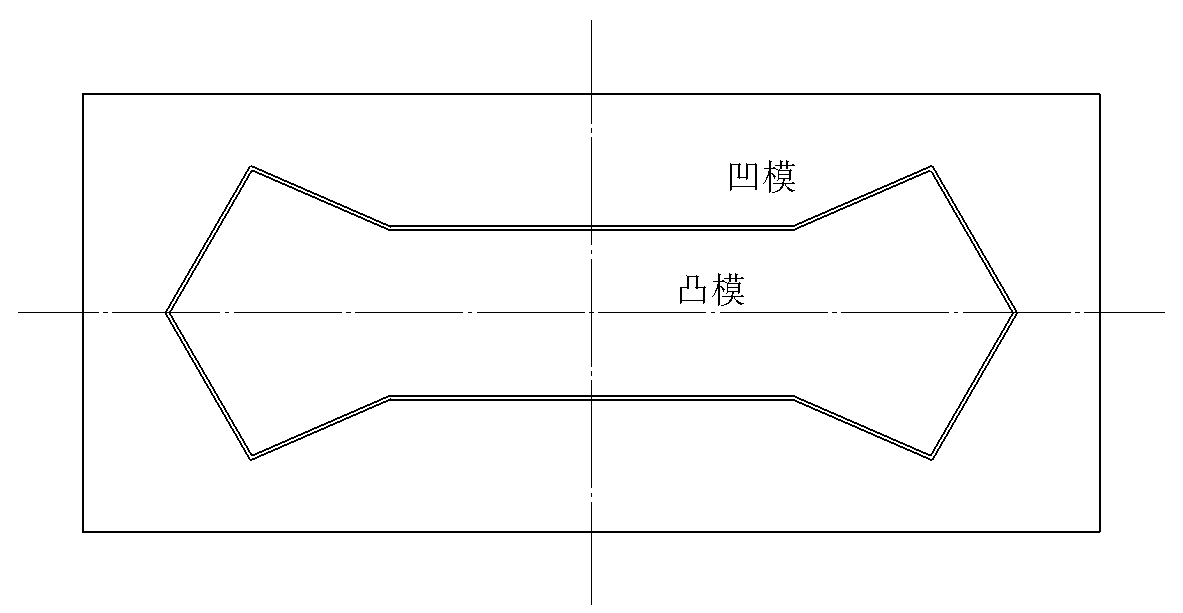
因此需要采用二次切割法和二次装夹法来加工这套模具的凹凸模,同时在所有拐角处增加圆角,且圆角的半径大于电极丝的半径,取R=0.15mm,以防止电极丝在线切割加工过程中造成凸凹模拐角处的几何形状误差,影响凸凹模的配合间隙。
二次切割法即把第一次切割作为粗加工,留0.5-1mm的加工余量,作为第一次切割后模坯由于残余应力而产生变形的余量,而后在进行第二次切割时,由于加工量很少,凹模变形量将很少。
对凸模而言,采用二次装夹法,如图6.23(a)所示。当线切割加工从x点顺时针加工到y点时,松开左侧横梁,把横梁移到靠近 x、y 点的位置,并用压板夹住凸模左侧两头,如图6.23(b)所示。
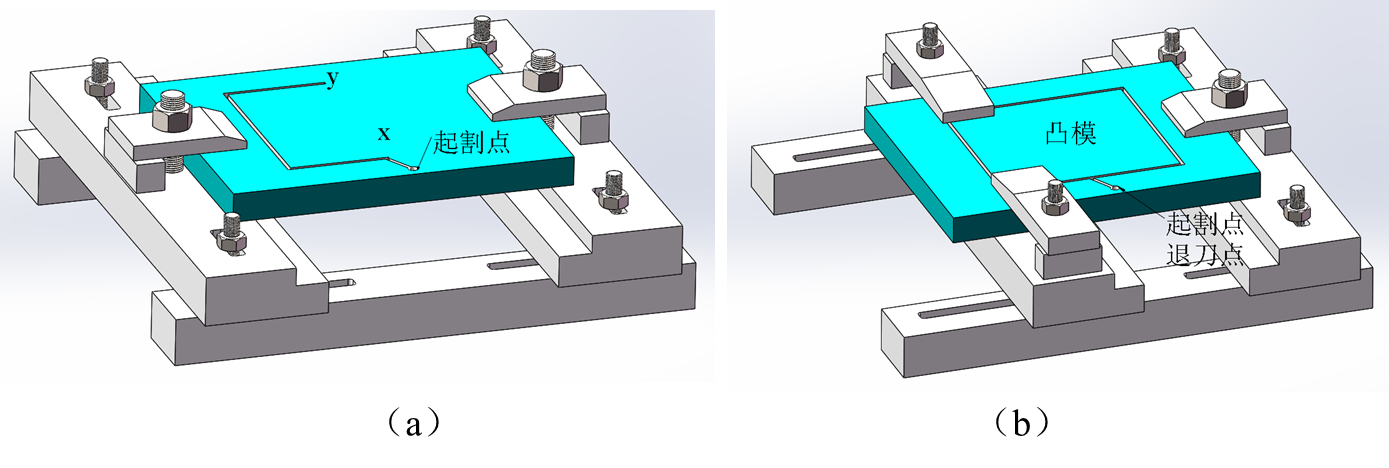
最后再切割剩下的另一半。这样在加工过程中,虽然也会发生变形,但主要还是模坯本身产生变形,而凸模本身形成的变形量则较少。