窄长条形凸模零件电火花线切割加工
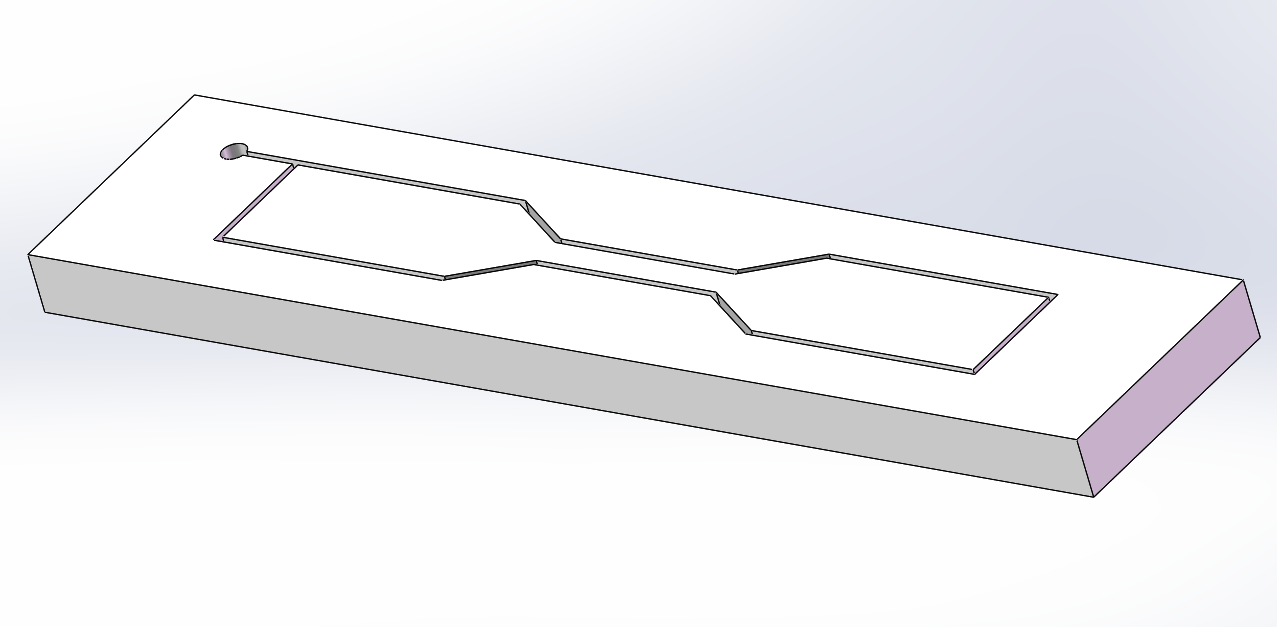
线切割加工一般凸模零件时,传统加工方法是在坯料内钻一个穿丝孔,而后按编制好的程序切割。然而对于细长条形零件而言,如图1所示的这种传统切割方法将使零件产生较大的变形。
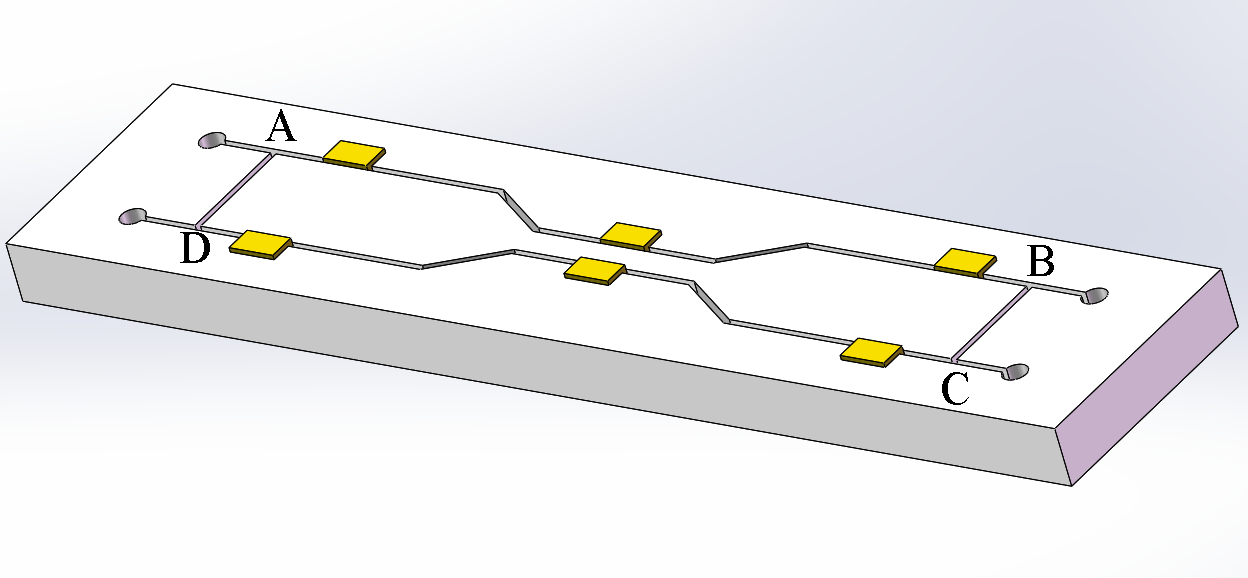
因此从改变加工工艺着手,由以往的切割一个凸模,只用一个穿丝孔改为切割两个“凹模”,并用四个穿丝孔进行,如图2所示。将以前的一个完整轮廓程序编制成四段小程序,即把一个封闭的轮廓分解成四个开口轮廓,先加工零件的长度方向,如图2的AB段和CD段,利用坯料本身拉住两边,避免凸模成为悬臂梁,减少了模具的变形;然后在零件两边及中间的切缝里塞上铜皮,并用粘合剂如502 胶固定好,而后再加工宽度方向的AD 段和 BC 段,通过插入的导电铜片及502胶固定住凸模,防止其在切缝内产生变形,以此限制了凸模的变形。