长窄型复杂形状凹模的电火花线切割加工
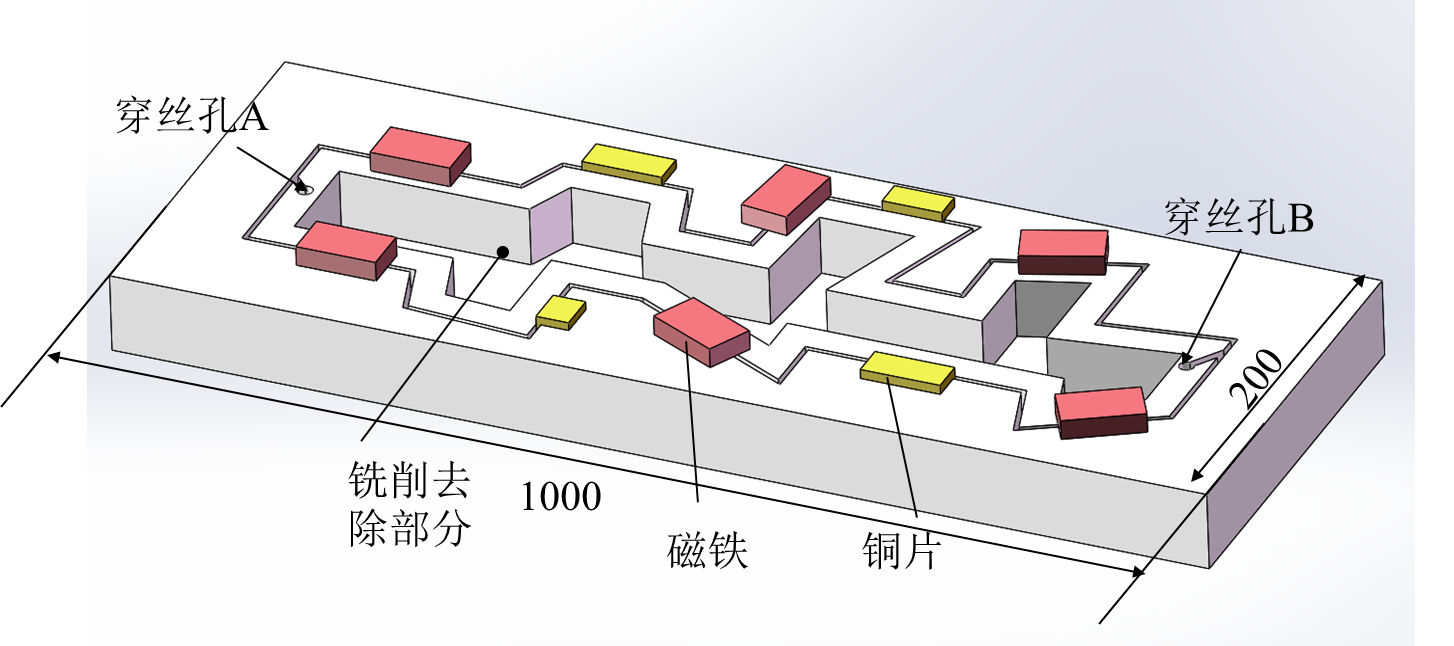
图1为长窄型复杂形状凹模,这类模具的特点是:长边与窄边尺寸相差较大,模具质量大,且去除量大,由于是长窄型复杂形状,切割后变形大,因此,对于此类模具切割应该注意以下几点:
(1)首先应选择淬透性好、热处理变形小的合金钢。
(2)因工件外形尺寸较大,为尽量减少切割时的变形,在淬火前,增加一次粗加工(铣削或线切割),使凹模型孔各面留3-5mm的余量。
(3)切割时,为减少变形的影响,分两步切割,可以先从A沿上半部顺时针到B,而后再从A逆时针到B。由于切割路径较长,模具和废料都会产生变形,从而会影响精度,并容易因变形而影响加工稳定性甚至夹断电极丝,因此在切割过程中可以设置几个暂停点,在切割过的工件或废料块上每切割一段距离,就用与切缝宽度相当的铜条(厚度约0.2mm)或钼丝塞住加工过的缝隙,并间隔用永久磁铁吸牢,以免废料发生变形或下垂。
(4)加工完毕后,不急于取下工件,先用游标卡尺等测量仪器检查加工工件的尺寸是否符合要求,以备修正,合格后方取下。