磁性表座与万用表组合在线切割加工中的应用
线切割加工经常会遇到无装夹余量或不好装夹的小零件。有些零件由于外部形状已加工完毕,仅需要加工内部型腔或外部局部尺寸。这类零件直接装夹十分困难,此时可利用零件外部已加工好的面作基准面,通过磁性表座吸住零件并定位后加工余下的待加工面。这类零件的外部面已经加工到位,并且是基准面,加工时不允许在外部基准面通过碰火花方式获得其坐标位置(如轴心位置),此时只有借助万用表欧姆档的两表笔分别接触电极丝和工件,通过判断电极丝与工件是否接触,来判断电极丝所处的位置,从而推算出电极丝加工的起始位置(通常是孔的中心)。下面举例说明:
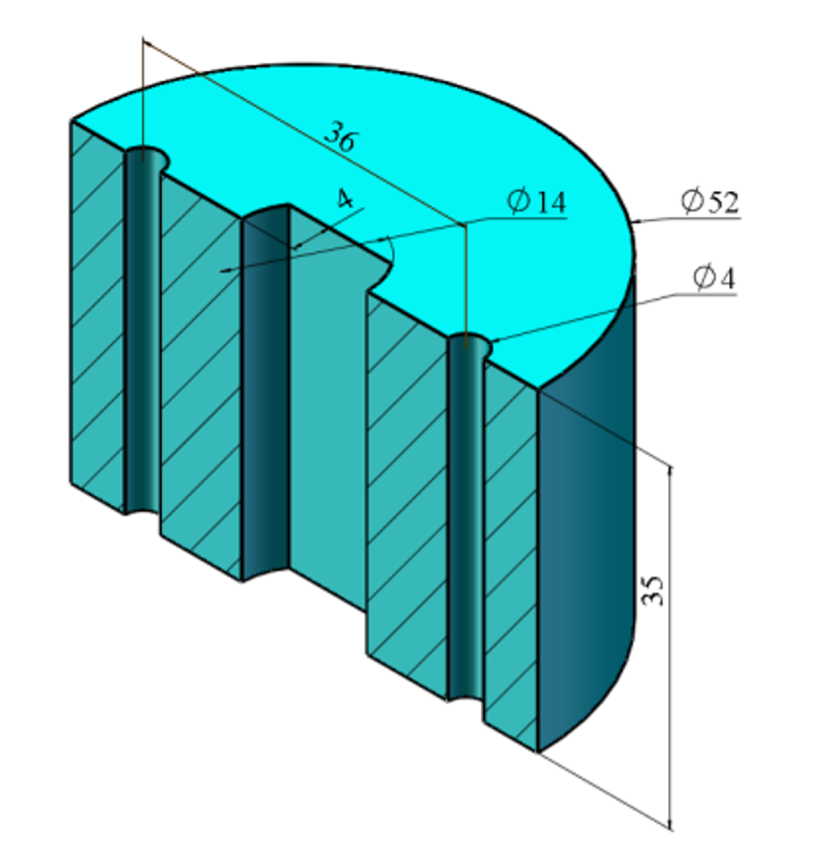
零件如图1所示,零件外圆已加工完毕,而后需要用线切割加工两个𝜑4+0.02的孔和一个具有𝜑14+0.02圆弧的形腔。由于需要以外圆为定位基准,但又不允许破坏基准面,因此不能通过碰火花的方式进行圆心的寻找,只能借助万用表欧姆档的两测量笔进行,具体操作如图2所示。
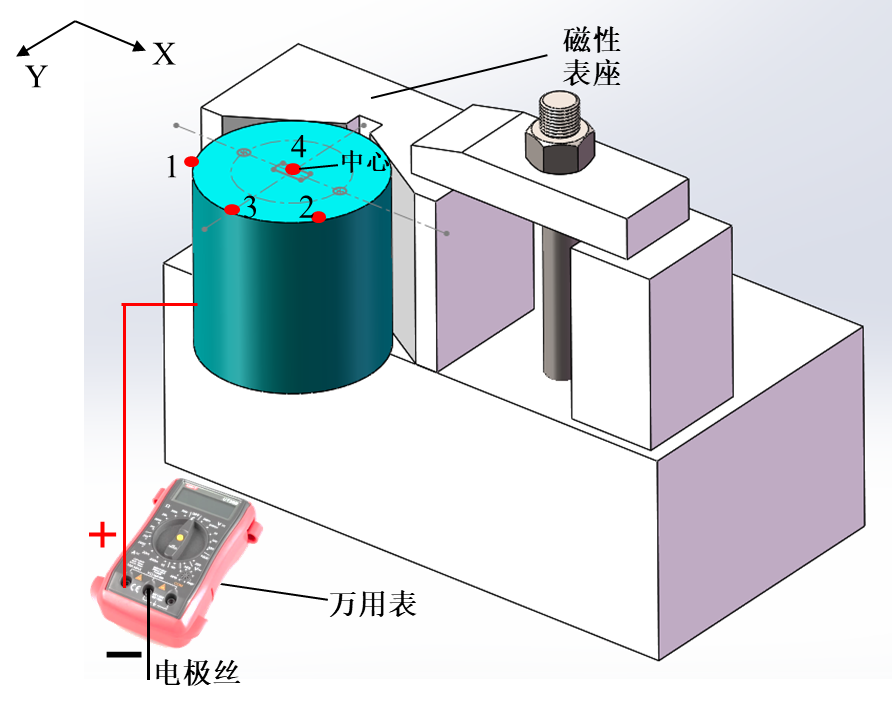
将磁性表座用百分表找平后,用压板压紧,V型槽向着贮丝筒方向,而后将零件通过磁力吸合固定在磁性表座的V型槽内,将万用表两表笔分别接在钼丝一端和工件一端,打开运丝,调节走丝处于最低档,快靠近工件时,慢摇手轮,让电极丝在Y方向分别接触工件两侧,当万用表指针抖动时,说明电极丝已经碰上工件,记下Y方向1、2两点坐标位置,取两坐标中间值,并将Y方向手轮对零;而后从+X方向与工件接触,找到3点,此时可以抽丝,而后采用机动的方法,使机床沿+X方向进给工件圆半径+钼丝半径的距离并获得4点,此4点即为工件圆的中心位置。此时可以将X、Y轴手轮全部对零,而后穿丝进行各个型腔的切割。