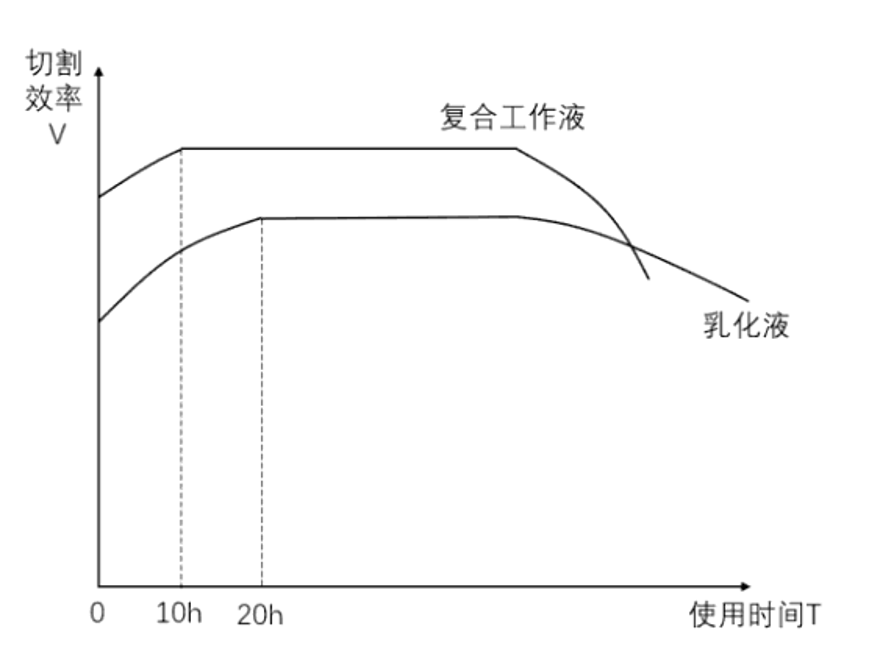
线切割工作液性能最佳体现时间规律
大多数新配制的工作液,起始时其切割速度并不是最高的,复合工作液和乳化液切割速度的趋势如图1所示,复合工作液经过10万mm2的切割后,切割速度达到最高,而后持续一段较长时间后,切割速度再逐步降低,直至失效。而乳化液起始和最佳工作点差异则更加明显。其主要原因在于,乳化液由于自身绝缘性较强,因此介质中蚀除产物的存在有助于形成放电通道,提高放电几率,但复合型工作液由于自身导电性较强,蚀除产物的增加在一定程度上反而易引起不正常的二次放电。因此乳化液定期更换时,有经验的师傅往往会保留一部分旧工作液进行混配,以使新配制的乳化液尽快达到最佳工作点,但佳润复合型工作液配制时则要求全部更换,以保障使用寿命。