切割八方综合判定线切割机床精度状况
行业里用切割八方判定电火花线切割机床的精度状况,它可以较全面地反映出机床坐标位移精度,导轮运转的平稳性,X、Y轴滑板回差以及进给与实际位移的保真度。机床存在的与精度相关的问题在切八方时会被体现出来,切割方式如图1所示。
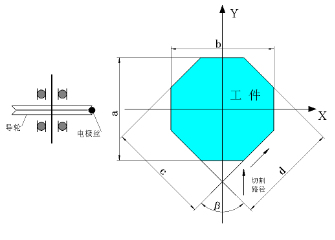
对切得的八方进行尺寸分析,可以获得以下分析结果:
与X轴平行的两个直面,尺寸a偏小且进给速度慢,说明导轮轴向窜动偏摆抖晃比较大,切缝变宽。
与Y轴平行的两个直面,尺寸b偏小且进给速度慢,说明导轮径向跳动偏摆抖晃幅度大,切缝变宽。
45º两个平行斜面,尺寸c偏小,说明Y轴系统回差大,差值约为两倍的回差。
135º两个平行斜面,尺寸d偏小,说明X轴系统回差大,差值约为两倍的回差。
45º和135º斜面上出现以丝杠螺距为周期的机械纹,X或Y轴出现进给位移的失真度,说明X或Y轴丝杠推动滑板的工作端面出现跳动或失真,这种纹理和周期的关系只能在45º和135º斜面上发现。
45º和135º斜面上出现以电机齿轮为周期的机械纹,说明电机齿轮的不等分或偏心,这种问题切直线看不见,切圆也辩不清它的周期关系。
与X轴平行的两直面机械纹严重,说明钼丝上下走丝时在Y轴方向不走一条轨迹(上下导轮“V”形槽的延长线不是一条线,所以丝换向呈现出周期的机械纹)。
与Y轴平行的两直面机械纹严重,说明钼丝上下走丝时X方向不走一条线,上下走丝时张力有较大的差异(呈现以丝换向为周期的机械纹)。
45°斜面与135°斜面所夹的角大于或小于90°,说明X、Y滑板导轨的垂直度差,它造成四个直面间不垂直但对面能平行,其差值约为该行程内垂直度误差的两倍。
切割面上下两端不一致,说明上下导轮中有一个其“V”形槽对电极丝的定位作用比较差。
如上所述,切其它任何形状,都很难把这些方面问题清晰地暴露出来。故切八方是检验机床全面精度的最简单且行之有效的方法。但用切割八方来判定机床精度,一定要注意如下几点:
① 防止切割路线或材料本身的变形。
② 切割方向和上下面要作好标记。
③ 切割八方中途不得再调任何一项工艺参数或变频速度。
④ 一次完成,中途不得停机。
⑤ 要校正电极丝,保证它的垂直度。
⑥ 不得设置齿隙、间隙补偿。